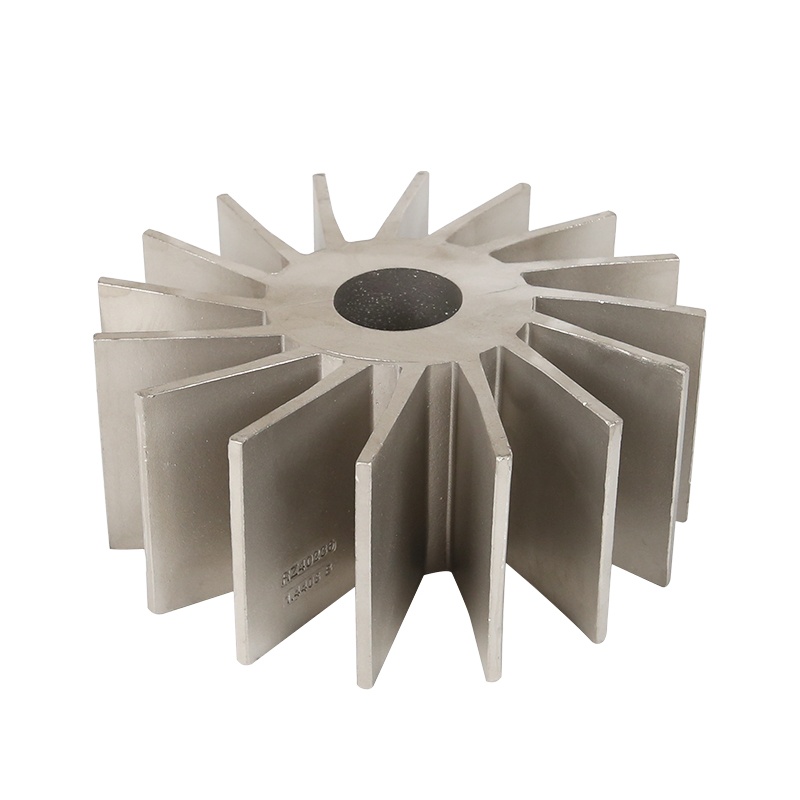



ステンレス鋼インペラの精密鋳造:技術と応用
プロセスの概要
精密鋳造によるステンレス鋼インペラの製造には、いくつかの重要な段階が含まれます。
パターン作成
精密金型を使用して射出成形されたワックスパターン
プロトタイプ開発のための3Dプリントパターン
ゲートシステムを備えたクラスターアセンブリ
シェルビルディング
ジルコン粉を使用した一次セラミックコーティング
溶融シリカによる二次コーティング
シリカゾルバインダーシステムの応用
Metal Casting
オーステナイト系(304/316)または二相ステンレス鋼合金
1500~1600℃での真空注湯
制御された凝固プロセス
後処理
熱処理(溶体化処理)
重要な表面のCNC加工
動的バランス試験
技術仕様
寸法精度: 25mmあたり±0.15mm
表面仕上げ:Ra 1.6~3.2μm(鋳放し)
壁の厚さ: 最小1.5mm
圧力定格:最大25MPa(設計により異なります)
品質管理措置
内部欠陥の放射線検査
表面ひび割れの浸透探傷試験
ASTM A351/A743に準拠した材料認証
静水圧試験
インペラの動的バランス検証
パフォーマンス上の利点
耐食性:腐食性の高い媒体でも優れた性能を発揮
耐キャビテーション性:優れた微細構造の完全性
油圧効率:最適化された表面仕上げにより乱流を低減
機械的強度: 機械加工品よりも20~30%高い
産業アプリケーション
化学処理:酸循環ポンプ
水処理:高圧逆浸透システム
海洋工学:海水処理ポンプ
発電:冷却水循環
新興技術
シミュレーションベースのゲートシステム設計
AI駆動型プロセスパラメータ最適化
ハイブリッドツールのための積層造形
ナノ構造表面処理










