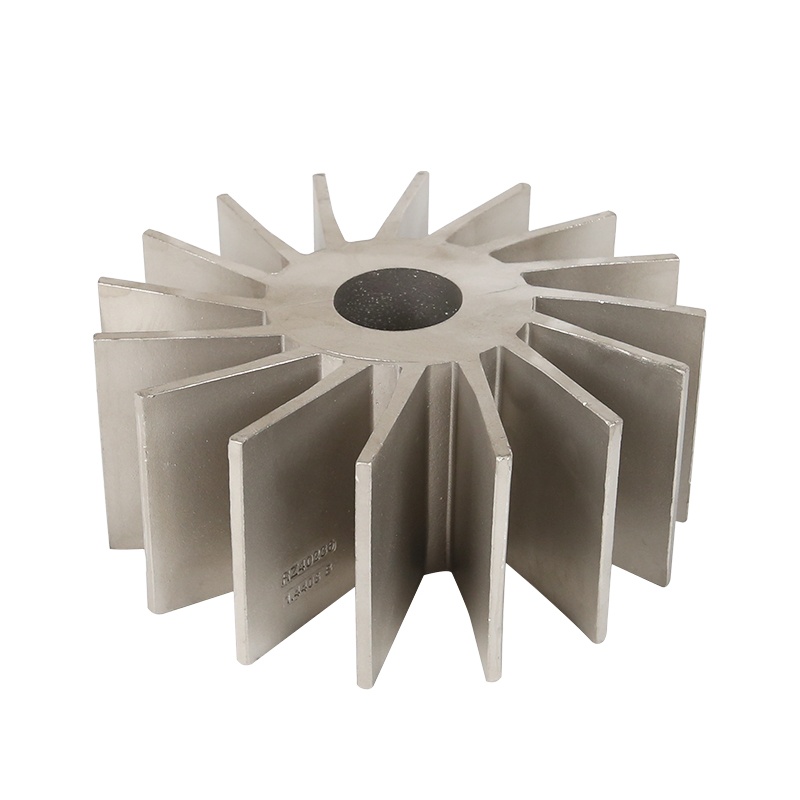



不銹鋼葉輪精密鑄造技術及應用
流程概述
透過精密鑄造製造不銹鋼葉輪涉及幾個關鍵階段:
圖案創建
使用精密模具射出成型的蠟模
用於原型開發的 3D 列印模型
帶有澆注系統的集群組裝
殼牌大廈
鋯英粉初級陶瓷塗層
採用熔融石英進行二次塗層
矽溶膠黏結劑體系應用
Metal Casting
奧氏體(304/316)或雙相不銹鋼合金
真空輔助澆注溫度:1500-1600°C
控制凝固工藝
後製處理
熱處理(固溶退火)
關鍵表面的CNC加工
動平衡測試
技術規格
尺寸精度:每25毫米±0.15毫米
表面光潔度:Ra 1.6-3.2μm(鑄態)
壁厚:最小1.5mm
額定壓力:最高 25MPa(取決於設計)
品質控制措施
內部缺陷的射線檢測
液體滲透檢測表面裂紋
符合 ASTM A351/A743 的材料認證
靜水壓力測試
葉輪動平衡驗證
性能優勢
耐腐蝕:在腐蝕性介質中表現出色
抗氣蝕性:卓越的微觀結構完整性
液壓效率:最佳化的表面光潔度可減少湍流
機械強度:比機械加工產品高20-30%
產業應用
化學加工:酸循環泵
水處理:高壓逆滲透系統
海洋工程:海水處理泵
發電:冷卻水循環
新興技術
基於仿真的澆注系統設計
人工智慧驅動的製程參數優化
混合工具的積層製造
奈米結構表面處理










