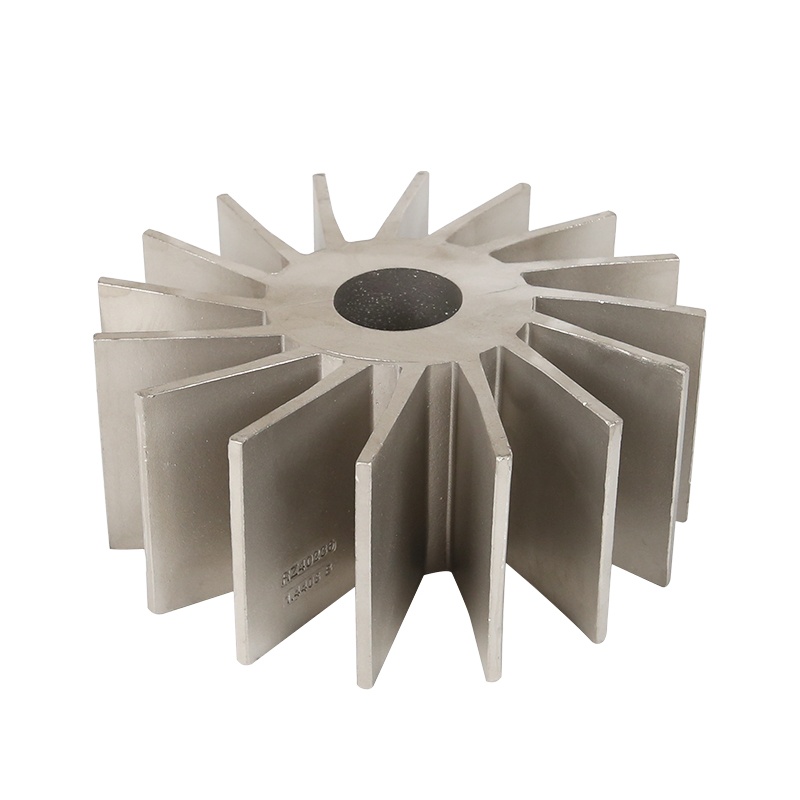



Точное литье рабочих колес из нержавеющей стали: технология и применение
Обзор процесса
Изготовление рабочих колес из нержавеющей стали методом точного литья включает несколько основных этапов:
Создание узора
Восковые модели, отлитые под давлением с использованием прецизионных штампов
3D-печатные модели для разработки прототипов
Кластерная сборка с литниковой системой
Здание Shell
Первичное керамическое покрытие с цирконовой мукой
Вторичные покрытия с плавленым кварцем
Применение связующей системы на основе кремнезоля
Metal Casting
Аустенитные (304/316) или дуплексные сплавы нержавеющей стали
Вакуумная заливка при температуре 1500-1600°C
Контролируемый процесс затвердевания
Постобработка
Термическая обработка (отжиг на твердый раствор)
Обработка критических поверхностей на станках с ЧПУ
Тестирование динамической балансировки
Технические характеристики
Точность размеров: ±0,15 мм на 25 мм
Чистота поверхности: Ra 1,6-3,2 мкм (после литья)
Толщина стенки: минимум 1,5 мм
Номинальное давление: до 25 МПа (в зависимости от конструкции)
Меры контроля качества
Радиографический контроль внутренних дефектов
Капиллярный контроль поверхностных трещин
Сертификация материалов по ASTM A351/A743
Испытание гидростатическим давлением
Проверка динамического баланса рабочего колеса
Преимущества производительности
Коррозионная стойкость: отличная работа в агрессивных средах
Сопротивление кавитации: превосходная целостность микроструктуры
Гидравлическая эффективность: оптимизированная обработка поверхности снижает турбулентность
Механическая прочность: 20-30% выше, чем у обработанных аналогов
Отраслевые приложения
Химическая обработка: насосы для циркуляции кислоты
Очистка воды: системы обратного осмоса высокого давления
Морская техника: насосы для перекачки морской воды
Выработка электроэнергии: циркуляция охлаждающей воды
Новые технологии
Проектирование литниковой системы на основе моделирования
Оптимизация параметров процесса на основе ИИ
Аддитивное производство для гибридной оснастки
Наноструктурированная обработка поверхности










