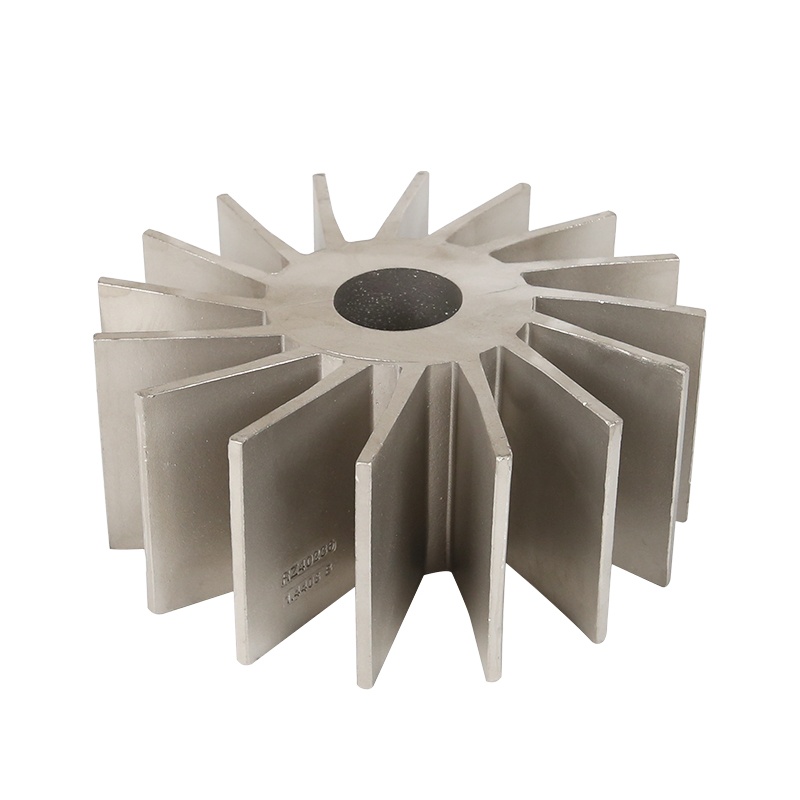



الصب الدقيق لمروحات الفولاذ المقاوم للصدأ: التكنولوجيا والتطبيقات
نظرة عامة على العملية
تتضمن عملية تصنيع المكره المصنوعة من الفولاذ المقاوم للصدأ من خلال الصب الدقيق عدة مراحل رئيسية:
إنشاء النمط
أنماط الشمع المصبوبة بالحقن باستخدام قوالب دقيقة
أنماط مطبوعة ثلاثية الأبعاد لتطوير النماذج الأولية
مجموعة عنقودية مع نظام بوابة
مبنى شل
طلاء سيراميكي أساسي مع دقيق الزركون
الطلاءات الثانوية مع السيليكا المندمجة
تطبيق نظام رابط السيليكا سول
Metal Casting
سبائك الفولاذ المقاوم للصدأ الأوستنيتي (304/316) أو المزدوج
صب بمساعدة الفراغ عند درجة حرارة 1500-1600 درجة مئوية
عملية التصلب المتحكم بها
مرحلة ما بعد المعالجة
المعالجة الحرارية (التلدين بالمحلول)
تصنيع الأسطح الحرجة باستخدام الحاسب الآلي
اختبار التوازن الديناميكي
المواصفات الفنية
دقة الأبعاد: ±0.15 مم لكل 25 مم
تشطيب السطح: Ra 1.6-3.2 ميكرومتر (كما هو مصبوب)
سمك الجدار: 1.5 مم كحد أدنى
تصنيف الضغط: ما يصل إلى 25 ميجا باسكال (اعتمادًا على التصميم)
تدابير مراقبة الجودة
الفحص الشعاعي للعيوب الداخلية
اختبار اختراق السوائل للشقوق السطحية
شهادة المواد وفقًا لمعيار ASTM A351/A743
اختبار الضغط الهيدروستاتيكي
التحقق من التوازن الديناميكي للمكره
مزايا الأداء
مقاومة التآكل: أداء ممتاز في الوسائط العدوانية
مقاومة التجويف: سلامة البنية الدقيقة الفائقة
الكفاءة الهيدروليكية: يعمل التشطيب السطحي الأمثل على تقليل الاضطرابات
القوة الميكانيكية: 20-30% أعلى من نظيراتها المصنعة آليًا
تطبيقات الصناعة
المعالجة الكيميائية: مضخات دوران الأحماض
معالجة المياه: أنظمة التناضح العكسي عالية الضغط
الهندسة البحرية: مضخات معالجة مياه البحر
توليد الطاقة: دوران مياه التبريد
التقنيات الناشئة
تصميم نظام البوابات القائم على المحاكاة
تحسين معلمات العملية المدعومة بالذكاء الاصطناعي
التصنيع الإضافي للأدوات الهجينة
معالجات الأسطح النانوية










